
服务电话
139-6231-4929
锯片铣刀的主动换刀
来源:www.litetools.cn 发布时间:2022年11月12日
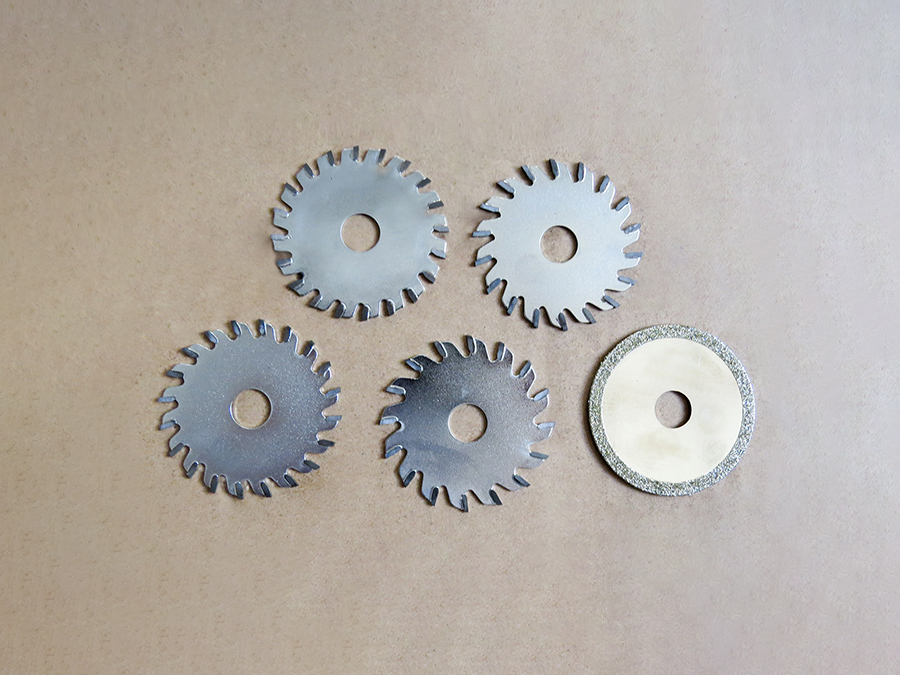
锯片铣刀是在铣削加工中应用较多的一种加工刀具,多用在零件的窄槽加工和切断加工。在加工过程中由于锯片铣刀本身结构上的特点,对切削产生一些不利,从而导致加工时产生频繁的锯片铣刀折损现象。
1.加工中遇到的问题
在零件圆周的8个均布的凸起上,需分度各切出宽3mm、深25mm的沟槽,在用锯片铣刀切槽的过程中经常出现刀具折损的现象,这样不仅造成了零件的报废,有时甚至还因为折损后锯片铣刀碎片的飞溅造成安全事故。
2.采取的措施
为了解决这个技术问题,查阅了大量的技术资料,对加工做了以下改进:
(1)选择前角较大的锯片铣刀,提高刀具的锋利度。
(2)在锯片铣刀的两端面辅用夹板,以增强铣刀的刚性,减小铣刀切削中出现的振动。
(3)刀齿间隔左右交错,磨出倒角,形成错齿锯片铣刀,以分散切削力。
(4)加大切削液压力,并对准切削部位,从而充分的冷却并及时冲掉切削部位的切屑。
(5)合理地选择切削用量,使激振频率远离刀具系统固有频率,从而减小切削振动。
通过对上述几个方面进行改进,切削的效果有了一定的改善,但折损刀具的现象还是时有发生。为了根本性解决这个问题,对锯片铣刀的折损原因进行了分析,发现锯片铣刀折损的主要原因还是刀具的磨损导致的切削不利。在零件生产过程中,为了提升效率,操作人员往往等到刀具磨损较大或折损后才进行刀具的更换,且造成这样磨损的刀具卸下后,由于磨损严重往往直接就报废了。
而刀具的磨损分为初期磨损、正常磨损和急剧磨损3个阶段,正常磨损时的刀具磨损较为缓慢,急剧磨损实际上就是到正常磨损阶段的后期,刀具与工件的接触情况显著恶化,磨损随之加快。
只需掌握好恰当的换刀时间,即提前主动换刀,这样就可以有效地避免锯片铣刀的折损现象,而且这时换下的刀具进行重磨后,还能够继续正常使用,从而降低了成本。在实际生产中,通过使用新刀,试验发现刀具的折损集中发生在加工第6个零件的后面几个槽的过程中,我们只需在第5个零件加工结束时,进行主动的换刀,就能有效地避免刀具的折损。
1.加工中遇到的问题
在零件圆周的8个均布的凸起上,需分度各切出宽3mm、深25mm的沟槽,在用锯片铣刀切槽的过程中经常出现刀具折损的现象,这样不仅造成了零件的报废,有时甚至还因为折损后锯片铣刀碎片的飞溅造成安全事故。
2.采取的措施
为了解决这个技术问题,查阅了大量的技术资料,对加工做了以下改进:
(1)选择前角较大的锯片铣刀,提高刀具的锋利度。
(2)在锯片铣刀的两端面辅用夹板,以增强铣刀的刚性,减小铣刀切削中出现的振动。
(3)刀齿间隔左右交错,磨出倒角,形成错齿锯片铣刀,以分散切削力。
(4)加大切削液压力,并对准切削部位,从而充分的冷却并及时冲掉切削部位的切屑。
(5)合理地选择切削用量,使激振频率远离刀具系统固有频率,从而减小切削振动。
通过对上述几个方面进行改进,切削的效果有了一定的改善,但折损刀具的现象还是时有发生。为了根本性解决这个问题,对锯片铣刀的折损原因进行了分析,发现锯片铣刀折损的主要原因还是刀具的磨损导致的切削不利。在零件生产过程中,为了提升效率,操作人员往往等到刀具磨损较大或折损后才进行刀具的更换,且造成这样磨损的刀具卸下后,由于磨损严重往往直接就报废了。
而刀具的磨损分为初期磨损、正常磨损和急剧磨损3个阶段,正常磨损时的刀具磨损较为缓慢,急剧磨损实际上就是到正常磨损阶段的后期,刀具与工件的接触情况显著恶化,磨损随之加快。
只需掌握好恰当的换刀时间,即提前主动换刀,这样就可以有效地避免锯片铣刀的折损现象,而且这时换下的刀具进行重磨后,还能够继续正常使用,从而降低了成本。在实际生产中,通过使用新刀,试验发现刀具的折损集中发生在加工第6个零件的后面几个槽的过程中,我们只需在第5个零件加工结束时,进行主动的换刀,就能有效地避免刀具的折损。
上一条
怎么选择木工推台锯锯片的齿形
下一条
木工锯片制造生产工艺流程
返回列表
 139-6231-4929
139-6231-4929
 839424835@qq.com
839424835@qq.com
 江苏省常熟市虞山镇大虹桥村常浒路2888号
江苏省常熟市虞山镇大虹桥村常浒路2888号
